What is a CNC Router?
A CNC (Computer Numerical Control) router is a machine used to cut, carve, engrave, or shape materials such as wood, metal, plastic, foam, and composites with high precision. The process begins with creating a digital design, usually in CAD (Computer-Aided Design) software. This design is then translated into a set of instructions that the CNC router can understand. CAM (Computer-Aided Manufacturing) software converts the CAD design into machine-readable G-code, which tells the CNC router where and how to move.
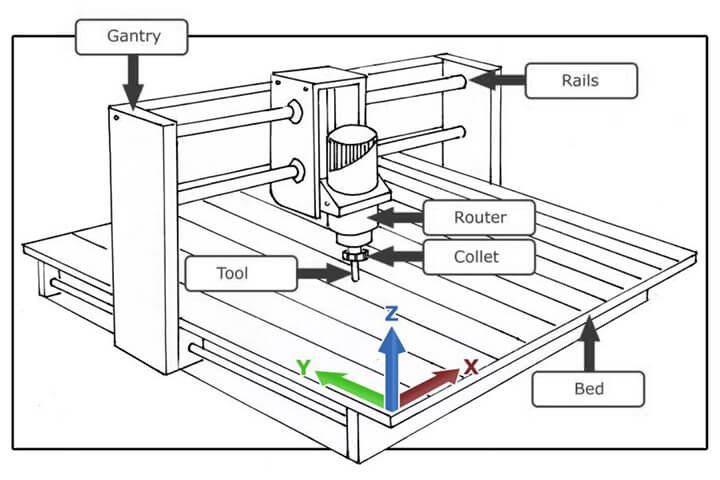
The G-code includes instructions for both tool movement (positioning along the X, Y, and Z axes) and spindle speed (RPM) for each segment of the job. These speeds can vary based on the material type, tool size, and cutting operation (e.g., roughing or finishing). Once the G-code is created, it’s sent to the CNC controller, which acts as the brain of the CNC machine. The CNC controller reads the G-code line by line and interprets each command for axis movements and spindle operations.
Role of VFD In CNC Routers
The CNC controller identifies G-code commands related to spindle speed (typically designated by an “S” value, like S12000 for 12,000 RPM) and sends these commands to the VFD. Many VFDs use an analog signal from the controller, where a 0-10V signal corresponds to a range of spindle speeds (e.g., 0V might mean 0 RPM, and 10V could mean maximum RPM). The VFD adjusts its output frequency and voltage according to the instructions, controlling the spindle motor’s speed accurately.

VFD Parameters for CNC Routers
- Peak Torque Current: Determines the spindle motor’s ability to maintain cutting force under heavy loads, ensuring smooth operation, precise cuts, and preventing stalling during demanding machining tasks.
- Dynamic Braking & DC Injection: While dynamic braking is required in specific applications, DC injection braking stops the spindle rapidly at low speeds.
- No Rotation at 0 Speed
- Preset Speeds: These are drive parameters that allow the master controller to select a fixed speed based on the material and depth of the cut.
- Ramp Stop: It is necessary that the spindle drive comes to a halt smoothly to avoid mechanical stress or failure. In some cases a controlled ramp stop might be required in case of a power failure.
- Overcurrent: The overcurrent alarm output and threshold must be setup carefully to enure prevention of any serious damage to the machine. This may vary based on the application.
- Typical Spindle Ratings (Wood): 3-phase, 2-pole, 380V, 2.2-7.5kW, 300-400Hz, 18,000-24,000 rpm.
- Typical Spindle Ratings (Stone): 3-phase, 2-pole, 380V, 2.2-7.5kW, 300-800Hz, 6,000-18,000 (general stone routing), 20,000-50,000 (specialised stone routing).
